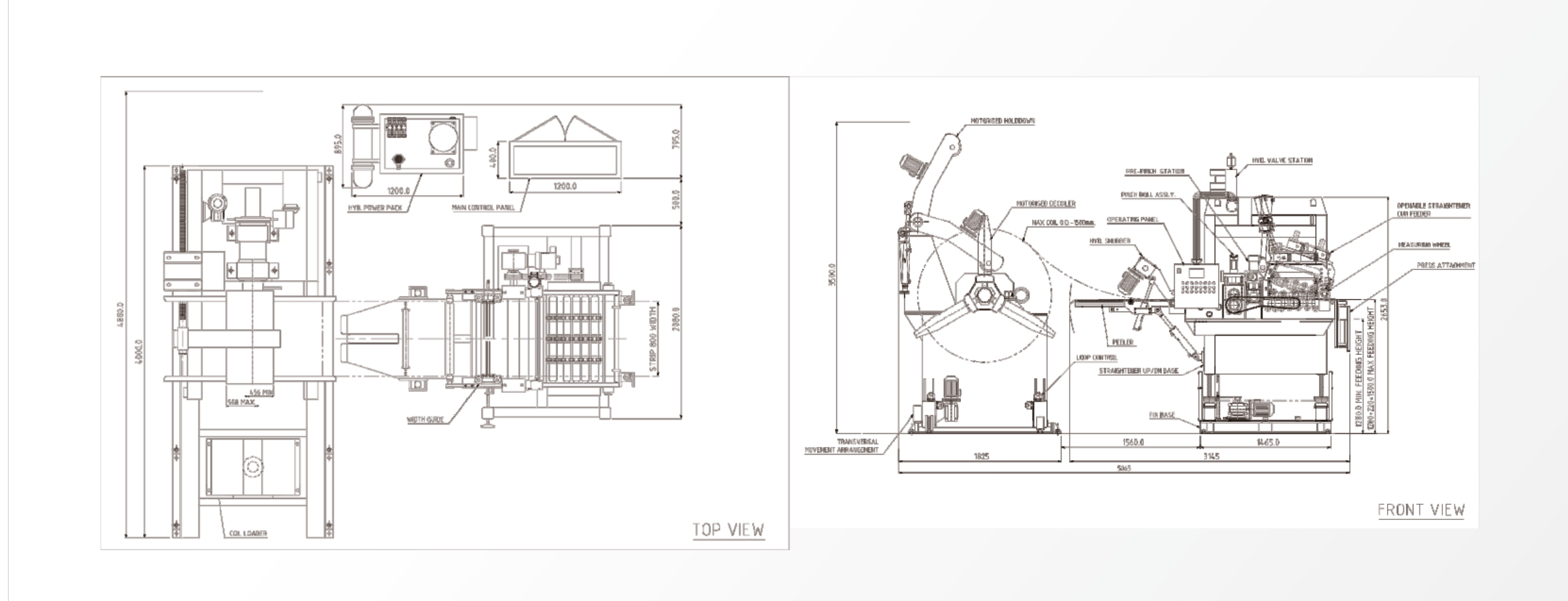
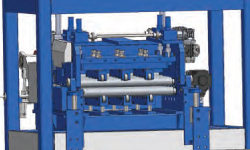
Compact Line or 3-IN-1 Servo Feeder, Straightener, and Uncoiler systems are designed to handle a wide range of material widths and thicknesses, providing enhanced capabilities and greater efficiency for automotive sheet metal production. These systems are accurate, flexible, and can significantly reduce waste in your production process. Solutions for Coil thickness up to 9 mm, Max UTS uptill 980 MPa and Coil weight up to 10,000 kg are available.
Advantages:
- Compact design saves floor space.
- Variable speed drive.
- Heavy-duty construction.
- Engineered solutions for various material types.
Today automotive manufacturers are focusing to reduce the overall weight of their cars. The most cost-effecient way to do this is with HSS (High Strength Steel). To improve crash worthiness and fuel economy, the automotive industry is, increasingly using HSS. However, there are several parameters that decide which HSS type to be used; most important parameters are derived from the geometric form of the component and the selection of forming and blanking methods.
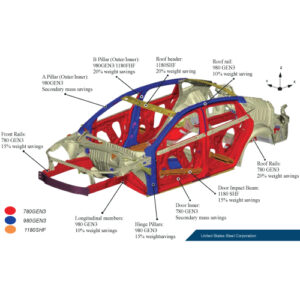
What is High Strength Steel (HSS)?
High Strength Steel (HSS) are primarily steels with a multi phase micro structure containing one or more phases other than ferrite, pearlite, or cementite for example martensite, bainite, austenite, and/or retained austenite in quantities sufficient to produce unique mechanical properties.
High Strength Steel (HSS)include all martensitic and multiphase steels having a minimum specified tensile strength of at least 440 MPa. Those steels with very high minimum 980 MPa tensile strength are sometimes referred to as Ultra High Strength Steels (UHSS).
Challenges Faced
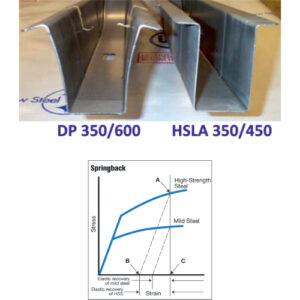
1. Higher Spring Back
Due to higher spring back, it is always better to use more number of rollers with smaller diameter. We have to tighter center distance between rollers in order to improve force transfer to the material.
2. Lower Form Ability
Since High Strength material have lower form ability, more stations (i.e. progressive tools) with large die space is required.
3. Straightening (i.e. Removing coil set / cross bow)
The most challenging step in the process of delivering HSS sheet to press is straightening.
Coil set is dynamically changing during coil consumption for different outer diameter (OD). In order to have same straightening, it is necessary to have different roll pressure during coil consumption.
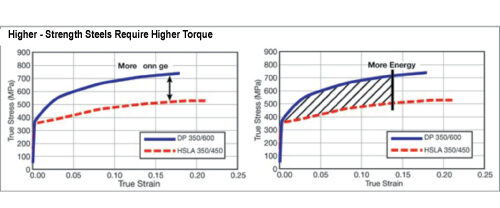
4. Higher Torque
Minimum 81% more torque is required feed Torque High Strength Steel (HSS) material.
5. Straightening Roll Deflection is more Roll deflection has to be less then 5% across width of the material otherwise edge wave will be induced in the material.
6. Most of the machine used to process Mild Steel don’t have sufficient roll support. As a result, the rolls deflect under load and induce edge wave in to the sheet. Increase of Roll Pressure (2 to 3 Times) As a more roll pressure is required, high strength steel coils live require larger bearing journals, rigid straightener with closed / tie rod construction, stronger gear train (or sometimes rollers driven via cardon
shaft & universal coupling is required).
In addition to the straightener, stamper must consider capabilities of the hold down and holdups, as well as the threading drive systems, end wheel systems and the braking systems.
Solutions Offered




-
 Atlanta Gearbox with DriveAuto Height AdjustmentDisc Break With Compact CylinderDynamic-Straightening-(i.e.-Motorised-Adjustment-and-Programmable-Rollers-Rectifiers)Motorised HolddownOperating PanelPilot Release ArrangementPress-Clamping-PlateRigid-Straightener-Cum-FeederRoll-Feeder-with-Entry-Width-GuideSnubber-PeelerTDC-ArrangementWedge Type Mandrel Uncoiler
Atlanta Gearbox with DriveAuto Height AdjustmentDisc Break With Compact CylinderDynamic-Straightening-(i.e.-Motorised-Adjustment-and-Programmable-Rollers-Rectifiers)Motorised HolddownOperating PanelPilot Release ArrangementPress-Clamping-PlateRigid-Straightener-Cum-FeederRoll-Feeder-with-Entry-Width-GuideSnubber-PeelerTDC-ArrangementWedge Type Mandrel Uncoiler



")















| MODEL | CDSF 6 – 800 | CDSF 10 – 1300 |
|---|---|---|
| Coil Width | 70 – 800mm | 100 – 1300mm |
| Coil Weight | Max. 6 Tonnes | Max. 10 Tonnes |
| Stock Thickness * | 0.8 – 9.0mm | 0.8 – 6.0mm |
| No. of work Rollers | Upper – 4 nos Lower – 5 nos | Upper – 5 nos Lower – 5 nos |
| Back up Rollers * | Top – upto 3 rows Bottom – upto 3 rows | Top – upto 5 rows Bottom – upto 5 rows |
| Jaw Expansion | 456 – 568 mm | 470 – 520 mm |
| Coil OD | 1500 mm | 1500 mm |
| SPM | Max. 70 | Max. 70 |
| Pass Line Height | 1280 – 1500 mm | 1280 – 1500 mm |
| Servo Feed Motor * | 7/11/15/22 kW | 11/15/22 kW |
| Uncoiler Motor | 5 HP | 7.5 HP |
* Thickness capacity is dependent on backup rollers combination offered along with Servo Feed Motor capacity.